
Services at a Glance
Ready to Serve Your Needs
Power Services Group brings you a wide range of services specific to industries like yours, offering exceptional value and responsiveness. We can hit the ground running and deliver results so you can have peace of mind and your equipment is always available.
Contact Us Today
125 SW 3rd Place, Suite 300
Cape Coral, FL 33991
Phone: (800) 226-7557
Safety Month
/in News, Safety Tips /by Mike.LakeWelcome back to another post celebrating the National Safety Month of June. This week’s topic addresses workplace impairment and recognizing the signs. The National Safety Council defines impairment as the inability to function normally or safely because of several factors such as: chemical substances (e.g., alcohol, opioids), physical factors (e.g., fatigue and certain medical conditions), social factors (e.g., professional, and other stressors) and mental distress (e.g., related illness and other factors). At PSG we focus on the safety of our employees and do our best to ensure each employee is cognizant of their surroundings and able to perform their job function at a high level.
Where is Mr. Turbine Today?
/in News /by Mike.LakeMr. Turbine enjoys going to industry events and sharing information about how the turbine experts at PSG can help you with your turbine maintenance program. If you would like meet Mr. Turbine and to learn more about what PSG can offer, please join us at the next industry event featured on our website!
Part Manufacturing
/in News /by Mike.LakePower Services Group specializes in quality steam turbine component manufacturing at our ISO 9001:2015 certified facility. Today’s business climate demands we offer high quality components while maintaining strict cost controls to provide the best value to our customers. Let us reduce your capital budget by utilizing quality aftermarket steam turbine components manufactured by Power Services Group. Please visit our contact page to request a quote for your capital steam turbine components.
Steam Path Repair
/in News /by Mike.LakePower Services Group can provide the comprehensive steam turbine repair services for all your turbine’s stationary and rotating components. At Power Services Group our priority is to provide a quality repair that will improve the reliability and/or efficiency of your turbine, while minimizing your steam turbine repair costs. Please visit our website to learn more about our steam turbine repair services!
Safety Month!
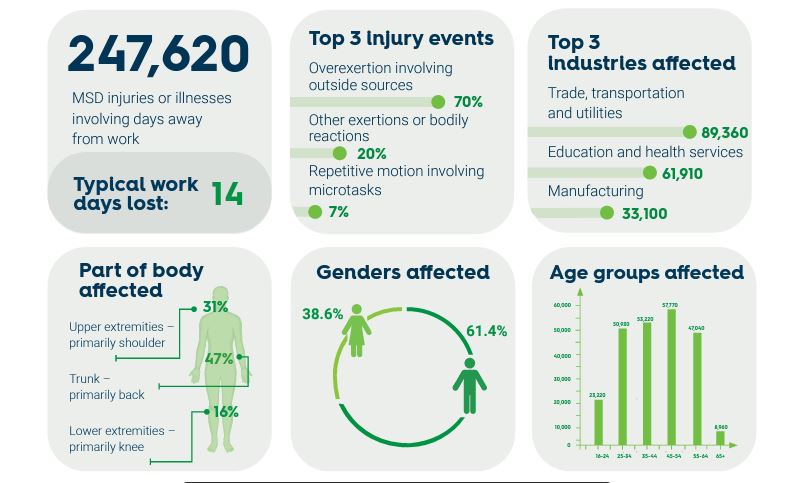
/in Safety Tips /by Mike.LakeU.S. National Safety Month, celebrated in the month of June, focuses on how employers and employees can keep their environments safe and hazard-free. This week we focus on Musculoskeletal Disorders, which include common injuries such as rotator cuff tears, back strains, and carpal tunnel syndrome. These injuries are the most common causes of disability and early retirement among employees. At PSG we keep our employees informed and trained on the latest safety processes and procedures to ultimately help prevent injuries to themselves and others. Visit our website for more safety tips.
Where is Mr. Turbine Today?
/in News /by Mike.LakeMr. Turbine says Eye see why Dallas is known for its cultural activities. Its Eye Catching!
Field Services
/in News /by Mike.LakeAt Power Services Group, our priority is to provide a safe, quality turnkey outage to our customers while minimizing downtime and cost. By combining highly experienced Technical Field Advisors and Supervisors, field service processes honed over 35+ years, and skilled turbine mechanics, together we can address all your turbine outage needs quickly and cost-effectively. Wherever you are, whatever your industry, our global field service network responds to your needs 24/7. To learn more about our turbine field services please visit our website!
Field Machining
/in News /by Mike.LakeOrbital Energy Services performs on-site line boring and coupling line boring for virtually any boring requirement. Orbital Energy Services provides transportable precision machine tools and highly qualified technicians to skillfully perform work at your facility. Visit our website to learn more!
Memorial Day
/in Events, News /by Mike.LakeUpcoming Conferences
/in Events, News /by Mike.LakeMr. Turbine had a great time at the 7F Users Group’s 31st annual conference! The 7F Users Group is organized to provide an open forum through conferences and technological aids to the Owners/Operators of 7F Combustion Turbine generator systems for effective discussion, and information dissemination regarding the operation, maintenance, inspection, troubleshooting, and repair of such systems to maximize equipment performance and reliability. This is a great conference for all owners/operators of Frame 7F combustion turbines. If you would like to learn more about these turbines please join us at next year’s event !