
Seconds From Disaster – Overspeed Devices
 A full loss of generator load can cause the operating speed of a turbine (steam or combustion) to go from normal to catastrophic in a matter of seconds. The electrical load can be lost from generator failure or from external sources such as hurricanes, floods or ice storms downing power lines.
A full loss of generator load can cause the operating speed of a turbine (steam or combustion) to go from normal to catastrophic in a matter of seconds. The electrical load can be lost from generator failure or from external sources such as hurricanes, floods or ice storms downing power lines.
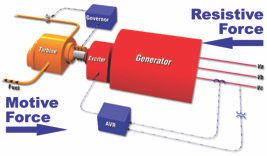
Basically, the generator load is a gigantic magnetic braking force. In normal turbine operation, the driving force (steam or gas pressure) is equal to the braking force of the generator and the turbine-generator speed is constant. When the braking force is suddenly removed, the turbine force must also be removed before the turbine and the generator components rapidly spin out of control, potentially causing millions of dollars in damage. Your overspeed protection system must be ready to avert this disaster.
Overspeed protection devices can be mechanical (trip weight), electrical or a combination of both. Units can have a mechanical governor or EHC controls. Regardless of the mechanism, all overspeed protective devices are designed to stop the steam or fuel from entering the turbine(s) upon an increase in normal speed. Most overspeed trip mechanisms are set to trip the unit at 110% of rated speed, but most turbine-generators are designed to temporarily operate at up to 120% of rated speed. Lower overspeed settings may be required for certain reheat units and nuclear applications.
Your turbine should have at least two trip devices – electronic and mechanical. Both systems must be inspected and tested regularly – please check your operating manual or call us with any questions.
Failure to remove the driving force (steam or combustion) can unleash torque forces which can destroy your turbine-generator. For example, a modest-sized steam turbine can have a start-up flow of 40,000 lb/hour to synchronize the generator to the grid and close the breaker. As the generator takes on load, steam flow is increased from the initial 40,000 lb/hour to a much greater flow (let’s say 2,000,000 lb/hour) and the turbine goes no faster! That additional 1,960,000 lb/hour steam flow has created torque to drive the generator.
Under a full load rejection, the generator armature reaction that opposes those additional pounds per hour of steam flow is suddenly removed. Now there is an unopposed 1,960,000 lb/hour of steam flow accelerating the turbine. We should not be concerned so much with how fast the turbine will go, because the speed will be way too much. We are more concerned with how fast the turbine-generator will accelerate and how quickly the turbine inlet steam valves will have to close. If the steam is not shut off, the turbine achieves the 120% rating value in seconds. Seconds later, bearings are failing, blades are failing, disks are failing or being pushed into the diaphragms, generator retaining rings are failing, and the rotor is being pushed into the core.
Combustion turbine operators may feel safer because the compressor load acts as an additional brake on acceleration. However, this retarding force will only afford you a few extra seconds. Whether steam or combustion driven, your turbine-generator needs to be ready and personnel need to be ready. There is no warning and you have so little time to act!
Minimize overspeed risk by:
* Having at least two trip devices – electronic and mechanical.
* Properly calibrating your overspeed devices.
* Routine testing to exercise those devices that must operate in an emergency.
* Reporting unusual events that could be indicators of increased risk (a sticking valve that fails to respond to load demand is a good example).
* Not performing tests (exercises) in severe weather conditions where the risk of load rejection is much higher.
Follow the OEM’s recommendation’s for the recommended testing frequency of your over-speed trip and record it’s trip speed. A good time to test is when you are required to shut down the unit and load is removed from the generator.
The bottom line is that your turbine-generator needs to be ready; personnel need to be ready, as there is no warning and you have so little time to act!
 It’s an average day in the powerhouse, and suddenly the turbine starts squealing. As you’re running around trying to find the cause, the turbine gives a terrific shudder and shuts down. What you will soon discover is that the thrust bearing reached its limit of wear, sending the blades crashing into the diaphragms.
It’s an average day in the powerhouse, and suddenly the turbine starts squealing. As you’re running around trying to find the cause, the turbine gives a terrific shudder and shuts down. What you will soon discover is that the thrust bearing reached its limit of wear, sending the blades crashing into the diaphragms. Both RTDs and thermocouples are sensors used to measure heat in scales such as Fahrenheit or Centigrade. Such devices are used in a broad range of applications and settings, each with its own advantages and disadvantages.
Both RTDs and thermocouples are sensors used to measure heat in scales such as Fahrenheit or Centigrade. Such devices are used in a broad range of applications and settings, each with its own advantages and disadvantages. Thermocouples
Thermocouples