
Services at a Glance
Ready to Serve Your Needs
Power Services Group brings you a wide range of services specific to industries like yours, offering exceptional value and responsiveness. We can hit the ground running and deliver results so you can have peace of mind and your equipment is always available.
Contact Us Today
125 SW 3rd Place, Suite 300
Cape Coral, FL 33991
Phone: (800) 226-7557
Safety Month!
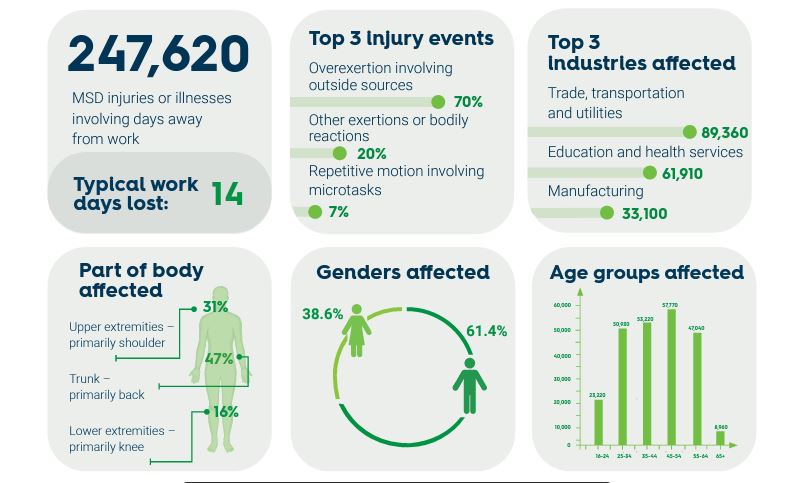
/in Safety Tips /by Mike.LakeU.S. National Safety Month, celebrated in the month of June, focuses on how employers and employees can keep their environments safe and hazard-free. This week we focus on Musculoskeletal Disorders, which include common injuries such as rotator cuff tears, back strains, and carpal tunnel syndrome. These injuries are the most common causes of disability and early retirement among employees. At PSG we keep our employees informed and trained on the latest safety processes and procedures to ultimately help prevent injuries to themselves and others. Visit our website for more safety tips.
Where is Mr. Turbine Today?
/in News /by Mike.LakeMr. Turbine says Eye see why Dallas is known for its cultural activities. Its Eye Catching!
Field Services
/in News /by Mike.LakeAt Power Services Group, our priority is to provide a safe, quality turnkey outage to our customers while minimizing downtime and cost. By combining highly experienced Technical Field Advisors and Supervisors, field service processes honed over 35+ years, and skilled turbine mechanics, together we can address all your turbine outage needs quickly and cost-effectively. Wherever you are, whatever your industry, our global field service network responds to your needs 24/7. To learn more about our turbine field services please visit our website!
Field Machining
/in News /by Mike.LakeOrbital Energy Services performs on-site line boring and coupling line boring for virtually any boring requirement. Orbital Energy Services provides transportable precision machine tools and highly qualified technicians to skillfully perform work at your facility. Visit our website to learn more!
Memorial Day
/in Events, News /by Mike.LakeUpcoming Conferences
/in Events, News /by Mike.LakeMr. Turbine had a great time at the 7F Users Group’s 31st annual conference! The 7F Users Group is organized to provide an open forum through conferences and technological aids to the Owners/Operators of 7F Combustion Turbine generator systems for effective discussion, and information dissemination regarding the operation, maintenance, inspection, troubleshooting, and repair of such systems to maximize equipment performance and reliability. This is a great conference for all owners/operators of Frame 7F combustion turbines. If you would like to learn more about these turbines please join us at next year’s event !
Part Manufacturing
/in News /by Mike.LakeWe provide reverse engineering and precision replacement part manufacturing of components for virtually all types of turbines at our ISO 9001:2015 certified facility. Our company maintains one of the industry’s most advanced repair equipment inventories. For more than a decade, Power Services Group has specialized in the reverse engineering, design, and manufacture of parts as an alternative to the OEM in a variety of industries and applications.
Field Services
/in News /by Mike.LakePower Services Group provides turnkey project management for all your turbine project needs – including emergent repairs. Once we have analyzed your situation, we will provide a recommended repair plan for your component(s) that will allow the turbine to operate safely, reliably, and efficiently – all while minimizing schedule impacts and cost. We pride ourselves on providing quality repairs, on-schedule, and at a reasonable price. Visit our website for more information!
Steam Path Repair
/in News /by Mike.LakeAt Orbital Energy Services we pride ourselves on providing quality repairs, on-schedule, and at a reasonable price. By utilizing state-of-the-art processes backed with highly advanced technology and skilled technicians, we can fix all your steam path repair needs, quickly and cost-effectively. Please visit our website to learn more about our steam turbine repair services!
Safety Monday!
/in News, Safety Tips /by Mike.LakeKnowing how to work safely in hot weather can help prevent heat stress injuries and heat stroke. One safety tip is to stay hydrated. Are you drinking enough water? Use this urine color chart to assess how hydrated you are. It’s important to drink plenty of water every day to stay healthy. At PSG we keep our employees informed about updated procedures to encourage and train our employees to stay safe. Visit our website for more safety tips.