Westinghouse Steam Turbine Major Inspection
Power Services Group, Inc. (PSG) was contracted to perform a major inspection on an industrial Westinghouse steam turbine generator at a paper mill in the Midwest United States. PSG arrived and began mobilization activities. The office and tool containers were off-loaded and the turbine deck set up for the outage. The set-up personnel were safety orientated for the customer’s specific safety policy before work commenced. During the project, a Safety Meeting was held prior to the start of any work. The Safety Meeting topics were based on work activities to be performed during the upcoming shift. In addition, hazardous observations which could impact the safety of the team were discussed and resolved. Prior to performing work, a Job Safety Analysis (JSA) form was completed by the work team. This project had zero accidents and zero first aid incidents.

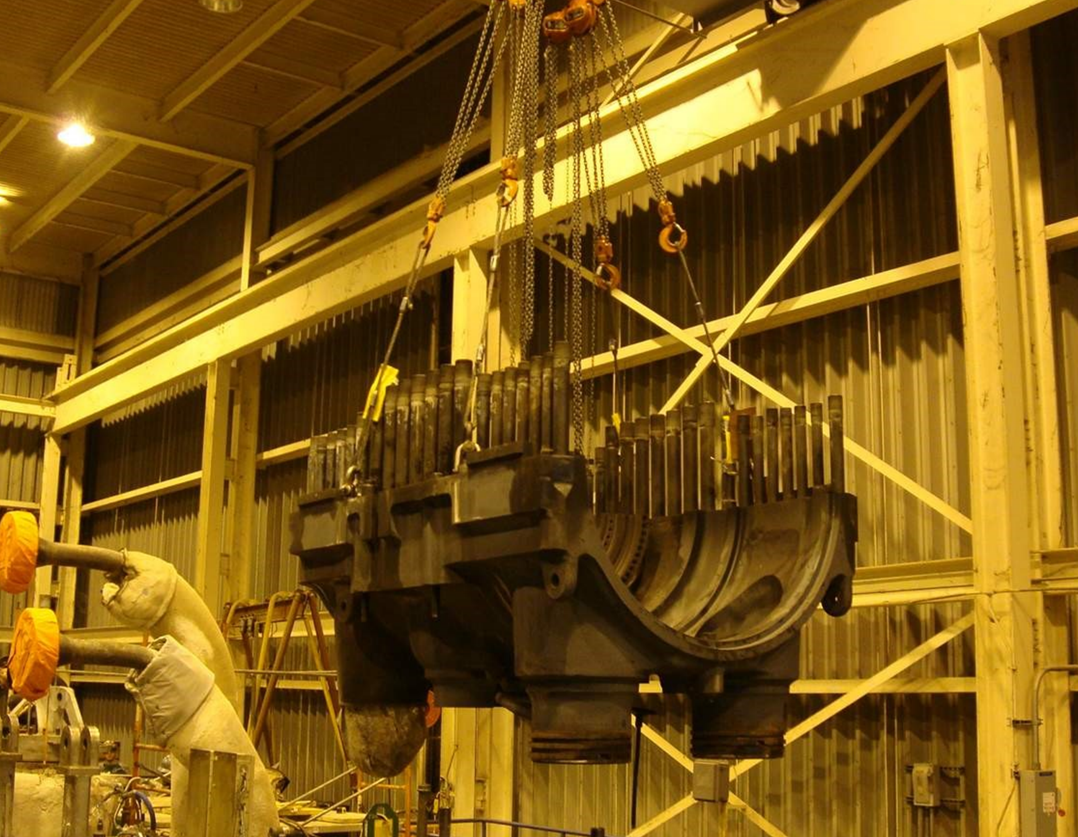
The unit was taken offline and allowed to cool down over the weekend. The outage began after Lockout / tag out (LOTO) was accomplished. The instrumentation was removed by plant E&I personnel. The V-1 and V-2 control valves were removed from the turbine casing and put on stands. The valves were disassembled and inspected and NDE was performed on the poppets and valve stems. The casing bolts and dowels were removed from the HP and LP turbine casing. An “as found” swing check was performed. The coupling TIR was recorded. The coupling bolts were removed, and the coupling separated. A 4-point face reading was recorded during disassembly. The casing was rigged and jacked up, using jack bolts, about two inches and leveled before total removal. The casing was removed and flipped to access the upper half diaphragms for removal. The thrust bearing clearance was checked before disassembly. A set of wheels and packing clearances were taken with the rotor in running position. The thrust bearing was disassembled, and the total float and strike points were recorded. A set of oil bore measurements were taken before removal of the turbine rotor.

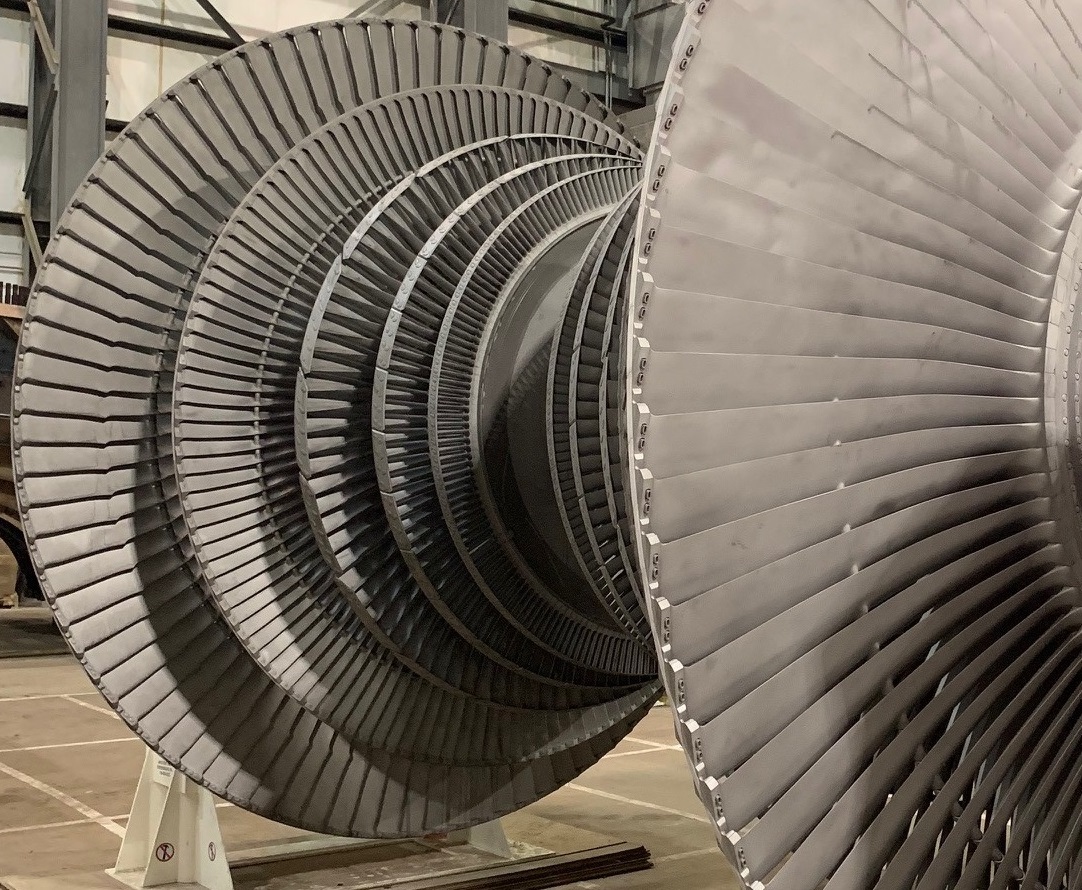
The rotor was removed and prepped for blast cleaning and staged on the turbine deck. The upper half and lower half diaphragms were removed and staged on pallets for blast cleaning. The rotor and diaphragms were blast cleaned and NDE inspected. The axial and side slips were recorded and found to be in tolerance.

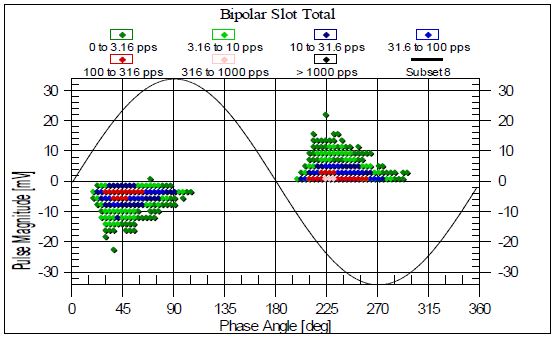
The generator field was removed from the generator stator for inspection. The electrical inspection of the generator was performed by a plant subcontractor. Some minor cleaning was performed on the stator and rotor. The generator coolers were disassembled, cleaned and vacuum tested; with no leaks found. The coolers were reassembled with new gaskets and tested before startup.
The turbine and generator bearings were cleaned and dimensionally inspected. The bearings were UT’d to check for bonding issues with the base metal. The #2 journal bearing failed NDE. A new bearing was supplied by the customer and was installed. The turbine and generator oil seals were cleaned and dimensionally inspected. The #3 inboard oil seal had excessive clearance. The oil seal was sent out for repair and final machining.
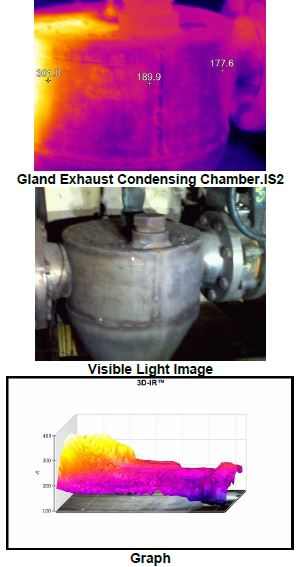
The control valves were disassembled, cleaned and inspected. The valves were blue checked upon reassembly. The trip throttle valve was disassembled, cleaned and inspected. It was blue checked during reassembly to verify proper contact. The spray chamber was disassembled, cleaned, and inspected. The lube oil pumps were removed from the lube oil reservoir for inspection. The pumps were disassembled, cleaned, and inspected. PSG rebuilt the steam driven lube oil pump. The lube oil tank was cleaned by a plant subcontractor. The lube oil coolers were disassembled, cleaned and vacuum tested with no leaks noted. The lube oil system was flushed for 24 hrs. using the existing pumps.

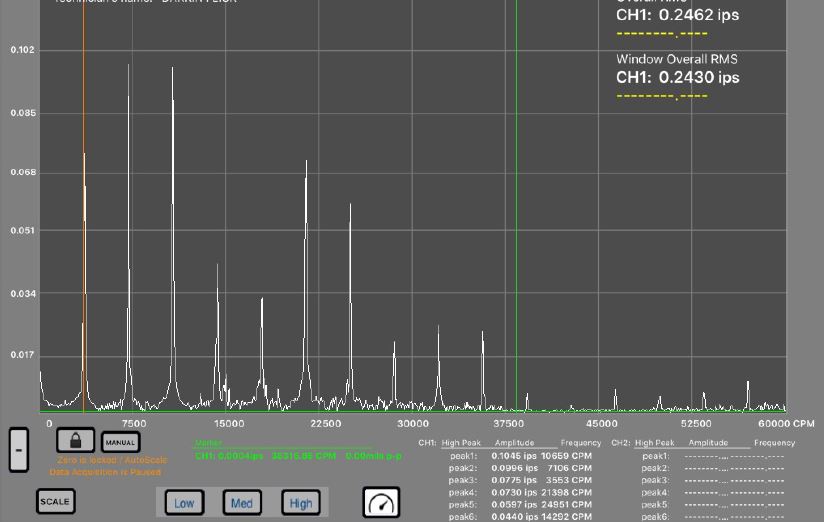
The unit was brought up and over speed tests were performed. The mechanical tripped at 3970 rpms. The electrical tripped at 3792 rpms. The unit was put online and brought up to partial load. PSG was released from the customer’s site.